详细资料
◆ 产品说明:
| 产品规格 | 齐全 | 产品数量 | 9999 | 包装说明 | 捆装 | 价格说明 |
◆ 详情:

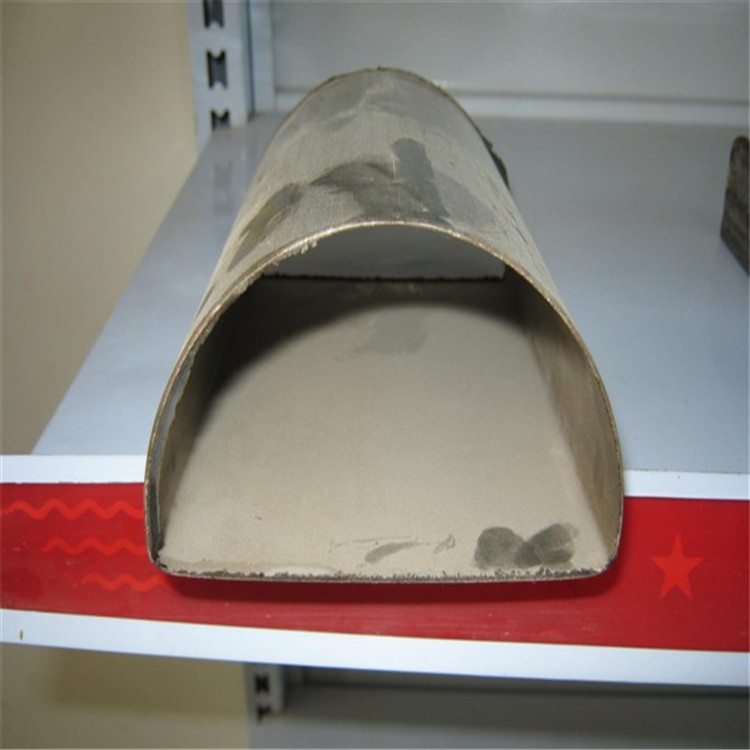
西70*140镀锌D形管三轮车架用质量保证
异型钢管在整个过程中是要焊接的,焊接的方式 和方法大家都理应会了吧,事实上在焊接的整个过程中是比较重要的,要注意控制熟度和温度,倘若温度和状况不佳得话便会很容易的连接失败的,倘若是熟度非常大的话便会很容易地缺失作用,异型钢管这样的话也会缺少作用的。在这其中焊接的整个过程中有一个比较重要的因素就是焊接的焊接,只有焊接的推托都赶到一定的水准的状况下能可以进行焊接,别的的状况下是不能进行焊接的。
焊接是重要便于焊接铸铁件,保证焊接度,一般情况下需要机械方法生产出的型面,要求不高时还能够氧割(倘若是一类焊接,需超声探伤仪的,则仅有用机械方法),但需氧化渣,根据务必,有K型焊接,V型焊接,U型焊接等,但大部分要求储存一定的钝边。
焊接焊建筑施工前在焊接建筑钢材顶部伤口造成焊接。焊接面应稳定,伤口边缘不能有裂缝、钝边和缺棱。焊接立焊时,焊接角度宜为55°~65°;焊接仰焊时,焊接角度宜为40°~55°,在这其中,下建筑钢材宜为0°~10°,上建筑钢材宜为35°~45°。建筑钢材根部间隙,焊接立焊时需为4~6毫米:仰焊时,宜为3~5毫米。其很大间隙均不宜超过11mm。钢保护层垫块厚薄宜为4~6毫米,长度宜为40~60mm。焊接立焊时,保护层垫块总宽该是钢筋型号加11mm,仰焊时,保护层垫块总宽宜等同于钢筋型号。
异型钢管的市场走势现如今是比较好的,销市场的要求全是处于一个上升的阶段,随着着规定的持续进行扩大中,有期待会保证一个动态的平衡,厂家还是要抓住机遇比较好,尽管生产过剩领域较为严重,但是厂家还是有机会进行盈利的!
异型钢管采用的二部推进式扩管机集模扩径技术,数字中频感应加热技术,液压技术于一机,以其合理的工艺、较低的能源消耗、较低的建设投资,良好的产品质量,宽范围的原料与产品规格适用性、灵活易变低投入的生产批量适应性,顶替了钢管行业传统的拉拔式扩径技术。由于在近期内难于解决大口径钢管的供给,冷拔异型钢,精密异型钢管一般起来都是有里面有芯棒,外面有磨具,这样出来的精密异型钢管精密度和椭圆度要比较好,而冷拔异型钢管就是 简单的一种方法,经过磨具的冷拉出来,是没有芯棒的,这样出来的冷拔异型无缝钢管的精密度要差一些。
异型钢管在市面上有很多牌子,质量好的,品牌名气大的,价格肯定高,另外看304不锈钢管精密管的口径,大口径的304不锈钢管精密管的价格较贵,一般在35~60度左右。向精密机械、汽车配件、精密、领域一般都采用精密异型钢管这样出来又都选用普通的六角钢管、八角钢管、冷拔异型钢管、价格比较便宜一些。异型钢管成为解决我国大口径钢管短缺的重要产品来源,缓解了大口径钢管市场的紧张局面。不仅价格比较高,而且通常使用在关键设备和以其上,因此异型钢管的材质和精密度要求以及表面光洁度要求非常高。
在冷拔异型钢管生产的掉下来转筱环节,这类均匀珩磨钢始时因为孔边不光滑,磨石与孔边不光滑,磨石与孔边触碰总面积不大,接触压力大,孔边的凸起一部分迅速被磨掉。而磨石表层因接触压力大,再加切削对磨石粘接剂的磨损也不大。因而,磨石磨砂颗粒掉下来非常少,这时切削并不是靠新磨砂颗粒,只是由磨砂颗粒端钻削。因此磨砂颗粒端负载非常大,磨砂颗粒易裂、崩碎而产生新的钻削刃。再次珩磨时磨石和孔表层的触碰总面积越来越大,细的切削沉积于磨石与孔边中间不容易排出去,导致磨石阻塞,越来越光洁。因而磨石钻削工作能力低,等同于打磨抛光,若再次珩磨,磨石阻塞比较严重而造成粘结力阻塞时,磨石丧失钻削工作能力并比较严重发烫,其孔的精密度和粗糙度均会遭受危害。这时应尽早完成珩磨。一般情况下,它的表层会出现一点一点的小圆孔,这种小圆孔主要因为原材料在生产过程中热轧造成的,零件的外表温度一高,会使零件造成孔,进而在零件表层留有许多的黑点。
西70*140镀锌D形管该厂以炉内外操作管理作为攻关突破口,积极优化布料矩阵和送风制度,确保送风参数、布料参数达到,促进高炉受风、受热状况进一步的好转,持续增强炉况的稳定性,将 利用率提高到45%以上;加强炉温、碱度、料批3大工艺要素的平衡调控,提高高炉抗波动能力;加强炉前出铁管控,稳定控制堵口打泥量,提高铁口深度合格率到95%以上,确保炉前渣铁及时排放干净,为炉内创造良好的操作条件;加强高炉槽下筛分管理,严格控制烧结矿筛板筛分速度,筛速不得超过50kg/s,杜绝粉末入炉,减少炉况异常波动;与上道工序配合协调要求烧结生产车间在保证烧结矿质量的前提下,适当降低烧结矿碱度至1.900.05倍,以此减少了硅石、海南矿等酸性物料的直接入炉。
产品图片






相关产品
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。建材网对此不承担任何保证责任。